Hàn hồ quang – Tập 55: Dòng điện hàn, tốc độ cấp dây, đường kính dây hàn Phụ trách: Takagi Ryuuhei
Ngày 20 tháng 6 năm 2016
Trong phần trước, chúng ta đã học rằng dòng điện hàn tỷ lệ với “tốc độ cấp dây” và “đường kính dây hàn”. Như đã đề cập trong tập 20, các thiết bị hàn hiện đại ngày nay đều được trang bị bộ mã hóa (encoder) có thể đo chính xác tốc độ cấp dây. Do đó, các nhà sản xuất thiết bị đưa ra quan điểm rằng nên quản lý bằng “tốc độ cấp dây” để đảm bảo độ chính xác cao hơn so với việc chỉ dựa vào dòng điện hàn. Đây là một lời khuyên rất xác đáng. Nói cách khác, giá trị “dòng điện hàn” dễ bị ảnh hưởng bởi các yếu tố biến thiên như chiều dài đầu dây nhô ra, điện trở tiếp xúc với chíp và đường kính dây hàn, trong khi “tốc độ cấp dây” ít bị ảnh hưởng bởi các yếu tố này, vì vậy được chọn làm tiêu chí trung tâm để quản lý.
Tuy nhiên, trong thế giới hàn hồ quang – nơi đã trải qua một thời kỳ dài không có encoder – thì “dòng điện hàn” vẫn là chỉ tiêu quản lý thiết yếu và không thể bỏ qua. Do đó, phương án tối ưu là quản lý kết hợp cả “dòng điện hàn” và “tốc độ cấp dây”.
Hình 055-01 cho thấy một ví dụ về mối quan hệ giữa dòng điện hàn, tốc độ cấp dây và đường kính dây.
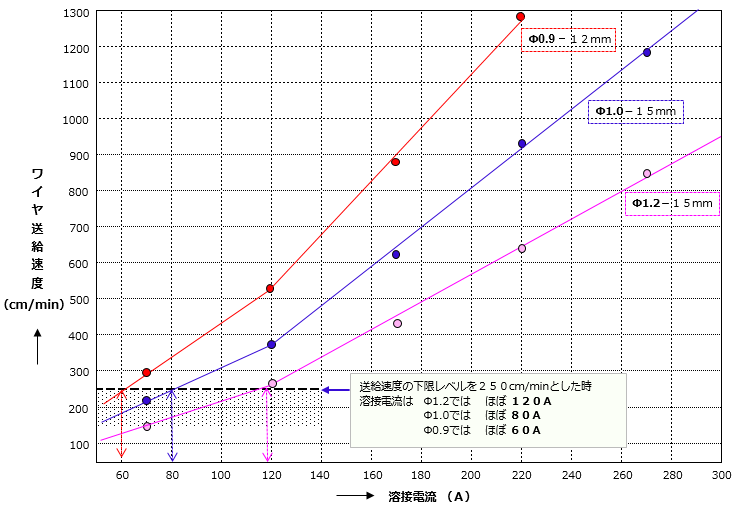
Hình 055-01: Mối quan hệ giữa dòng điện hàn và tốc độ cấp dây trong hàn CO₂
Một trong những vấn đề là làm sao để giới hạn tốc độ cấp dây (cm/phút) ở mức thấp bao nhiêu là phù hợp. Ngoài ra, dòng điện hàn này không chỉ áp dụng cho dòng điện chính (dòng hàn ổn định) mà còn phải áp dụng cho dòng khi kết thúc hàn. Giới hạn thấp của tốc độ cấp dây là cần thiết để ổn định hồ quang và tạo được vết hàn đều, thường được đặt trong khoảng 200–300 cm/phút. Ở đây tạm đặt giá trị giới hạn thấp là 250 cm/phút. Xét trong trường hợp hàn chuyển ngắn mạch, số lần chuyển ngắn mạch trong vùng ổn định thường là 50–100 lần/giây, và số lần chuyển này không có mối tương quan rõ ràng với dòng điện áp dụng. Điều quan trọng là phải đảm bảo và cấp liên tục được chiều dài dây tương ứng với một giọt kim loại (droplet). Nếu tốc độ cấp dây quá chậm, độ dài dây tương ứng với một giọt sẽ bị dao động, làm gián đoạn quá trình chuyển. Ví dụ, nếu sử dụng dây Φ1.2 ở mức tốc độ cấp dây thấp, cần thay bằng dây Φ1.0 hoặc Φ0.9. Khi sử dụng dây nhỏ hơn, để đạt được cùng dòng điện hàn, tốc độ cấp dây sẽ tăng lên, giúp vượt qua giới hạn thấp của tốc độ cấp.
Trong hàn xung MAG, nguyên tắc là “mỗi xung một giọt” để đảm bảo xung ổn định, nhưng như thể hiện ở hình 055-02, giới hạn thấp của dòng điện hàn với dây Φ1.2 cũng được đặt ra tương tự như hàn chuyển ngắn mạch.
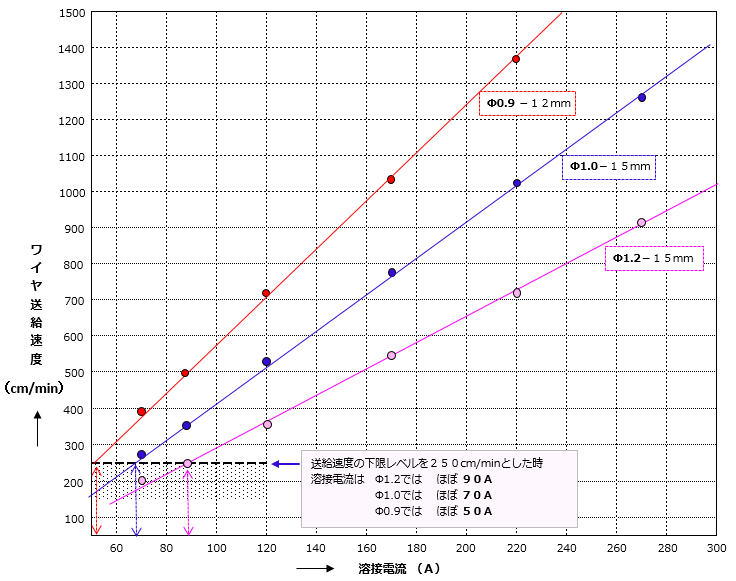
Hình 055-02: Mối quan hệ giữa dòng điện hàn và tốc độ cấp dây trong hàn xung MAG
Trong trường hợp này cũng vậy, nếu tốc độ cấp dây giảm thì nguyên tắc “mỗi xung một giọt” sẽ không còn phù hợp, nên cần đổi sang dây có đường kính nhỏ hơn. Nói thêm, về giá dây hàn thì Φ1.2 được xem là tiêu chuẩn, nếu nhỏ hơn như Φ1.0 hoặc Φ0.9 thì giá sẽ cao hơn; ngược lại, dây lớn hơn như Φ1.4 hay Φ1.6 sẽ rẻ hơn. Từ góc độ quản lý mua hàng, việc gia tăng loại đường kính dây sẽ tạo ra khó khăn nên có xu hướng muốn thống nhất sử dụng Φ1.2. Tuy nhiên, khi hàn các sản phẩm tấm mỏng thuộc vùng tốc độ cấp dây thấp thì sử dụng dây Φ1.0 hoặc Φ0.9 là điều không thể thiếu để duy trì chất lượng, giúp giảm lỗi và được bộ phận sản xuất đánh giá cao.
Tiếp theo là mối quan hệ giữa dòng điện hàn và đường kính dây, thể hiện trong hình 055-03.
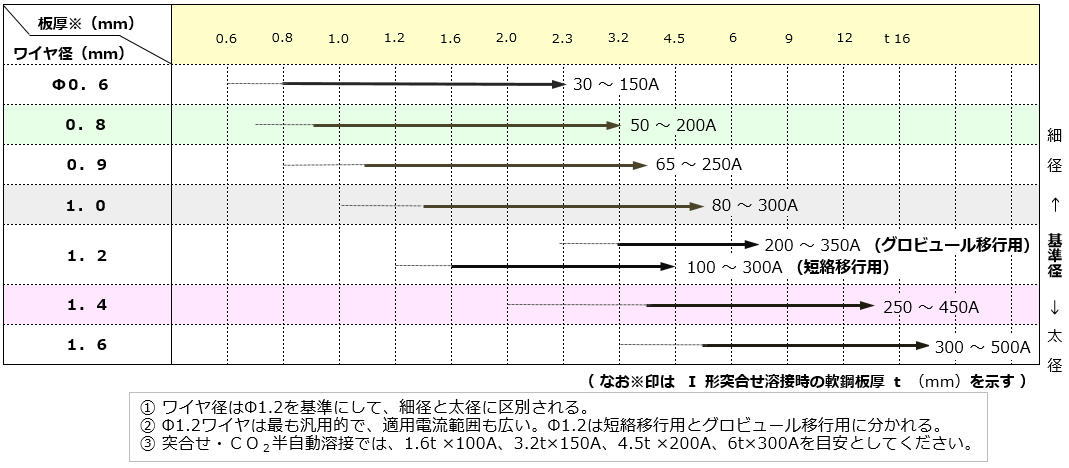
Hình 055-03: Phạm vi dòng điện hàn áp dụng theo đường kính dây trong hàn CO₂
Như đã nói ở trên, dây Φ1.2 là tiêu chuẩn với phạm vi dòng điện áp dụng khoảng 100A–350A. Với dây Φ1.0 thì phạm vi sẽ dịch chuyển về phía dòng thấp hơn, là 80A–300A. Dây mảnh nhất Φ0.6 cho phép hàn ở dòng 30A–150A. Đặc biệt, dây Φ0.6 rất được ưa chuộng trong ngành thân vỏ ô tô, khi hàn ở vùng dòng rất thấp khoảng 50–60A sẽ cho hình dạng ngấu theo kiểu dẫn nhiệt, ít gây thủng. Với vùng dòng cao của Φ1.0, ví dụ điển hình là hàn bao quanh vỏ máy nén tủ lạnh, nơi yêu cầu hàn nhanh và lượng ngấu lớn.
Ngược lại, dây Φ1.4 và Φ1.6 – lớn hơn Φ1.2 – được dùng ở vùng dòng cao, có thể lên tới 500A. Dây Φ1.4 được tiêu chuẩn hóa JIS vào năm 1983 cùng với Φ0.6. Tính theo diện tích mặt cắt ngang, tỷ lệ là Φ1.2:1.4:1.6 = 36:49:64, tức Φ1.4 nằm giữa và có tính thi công tốt hơn so với Φ1.6, đồng thời tăng mật độ dòng điện, tăng tốc độ nóng chảy, nên dần được sử dụng phổ biến ở vùng dòng cao.
Các loại dây lớn hơn như Φ2.0 hay Φ2.4 đang được áp dụng ở những vùng dòng điện trên 600A, ví dụ như hàn góc bánh xe tải lớn hoặc hàn giáp mí vỏ cầu trục.
Phần tiếp theo sẽ trình bày mối quan hệ giữa điện áp hồ quang, chiều dài hồ quang và đặc tính điện áp.
Hết.