Hàn hồ quang Tập 30 Mỏ hàn và cách xử lý (1) Chịu trách nhiệm: Ryuhei Takagi
Ngày 7 tháng 9 năm 2015
Trong Tập 21 của bài viết này, chúng tôi đã giải thích về lịch sử của mỏ hàn làm mát bằng không khí bán tự động và trong Tập 22, chúng tôi đã giải thích về sự phát triển của mỏ hàn tự động. Với suy nghĩ này, bây giờ chúng ta sẽ thảo luận về mỏ hàn và cách xử lý chúng.
Đầu tiên tôi sẽ viết ra một số suy nghĩ của mình về mỏ hàn. Mỏ hàn hoạt động gần hồ quang nhất và quyết định chất lượng hàn, khiến nó trở thành một trong những thiết bị hàn quan trọng nhất. Câu hỏi rất quan trọng là liệu chúng ta có làm như vậy không? Để tham khảo, Bảng 030-01 trình bày các ví dụ về các hạng mục cần cân nhắc khi lựa chọn đèn pin.

① Phương pháp hàn áp dụng, điều kiện hàn áp dụng, nhiệt đầu vào hàn
Điều đầu tiên cần cân nhắc khi lựa chọn mỏ hàn là liệu nó có phù hợp với phương pháp hàn và điều kiện hàn áp dụng hay không. Nói một cách đơn giản, bạn nên sử dụng đèn khò làm mát bằng không khí hoặc sử dụng phương pháp làm mát bằng nước. Khả năng chịu nhiệt rất cần thiết cho hồ quang hàn vì nhiệt I2Rt Joule gây ra bởi dòng điện hàn và nhiệt bức xạ từ hồ quang có tác dụng nhiệt lên đầu mỏ hàn. So với phương pháp truyền ngắn mạch, phương pháp hàn xung hầu như không gây đoản mạch, sinh ra lượng nhiệt cao hơn trên cùng một dòng điện nên cần sử dụng mỏ hàn làm mát bằng nước ở điều kiện dòng điện thấp hơn. Mặt khác, so với hàn CO2, hàn MAG (Ar+20%CO2) có tác dụng làm mát từ khí kém hơn nên độ dẫn nhiệt đến mỏ hàn tăng, dễ gây quá nhiệt. Ngoài ra, liên quan đến điều kiện hàn, chúng tôi muốn bạn ước tính và đánh giá khả năng chịu nhiệt bằng cách áp dụng nhiệt đầu vào hàn Q (J/cm).
Lưu ý nhiệt lượng hàn đầu vào Q (J/cm) = 60 x dòng điện hàn (A) x điện áp hồ quang (V) `tốc độ hàn (cm/phút).
② Điều kiện vật liệu nền, đặc biệt là hình dạng mối nối
Các yếu tố như tình trạng vật liệu nền và hình dạng của mối nối có tác động lớn đến khả năng chịu nhiệt của mỏ hàn. Trong số các mối nối, mối nối đối đầu có độ mở 180 độ, trong khi mối nối phi lê có độ mở 90 độ, phát huy tối đa tác dụng của nhiệt bức xạ từ hồ quang hàn đến kim loại nền đến đầu mỏ hàn. Nếu vật hàn là mối nối phi lê, hãy cân nhắc điều này và tăng công suất tỏa nhiệt của mỏ hàn.
③ Phương pháp cấp điện (cấp tự do/cưỡng bức), hình dạng ngọn đuốc và sắp xếp dây
Ở đây, hình dạng ngọn đuốc ám chỉ loại thẳng hoặc loại cong. Lý do tại sao tôi cố tình liệt kê phương pháp cấp điện và hình dạng mỏ hàn là vì trong trường hợp mỏ hàn loại thẳng, có khả năng lớn là điểm cấp điện sẽ không ổn định với mỏ hàn loại nạp tự do, vì vậy hãy đảm bảo tạo độ cong dây thích hợp bằng cách sử dụng máy ép tóc 3 điểm. Vì loại thẳng kém hơn cả về đặc tính cấp điện và làm thẳng dây nên nên sử dụng ít nhất một mỏ hàn cong hoặc tốt nhất là mỏ hàn thẳng với phương pháp cấp điện cưỡng bức. Trong trường hợp mỏ hàn cong, đặc tính đàn hồi của dây hàn được đưa qua tâm có thể có ảnh hưởng nhất định đến hiệu suất cấp điện ở đầu cuối. Trong mọi trường hợp, năng lượng cấp điện cách đầu mũi hàn 2 mm sẽ dẫn đến hiệu suất cấp điện tốt và duy trì độ ổn định hồ quang (xem Hình 030-01). Ngoài ra, độ thẳng của dây không chỉ phụ thuộc vào hình dạng mỏ hàn và đường kính lỗ đầu mà còn phụ thuộc vào đường kính trong của ống dẫn hoặc lớp lót. Nếu sử dụng dây hàn có đường kính trong quá lớn, dây hàn sẽ có xu hướng nhảy múa bên trong ống dẫn, dẫn đến hình thành dây kém và hồ quang không ổn định. Nếu đường kính dây là Φ1,2 thì đường kính trong của ống dẫn tốt nhất là từ 1,8 đến 2,0 mm. (Xem Hình 030-02)

▲ Hình 030-01 Phương pháp cấp nguồn cho mỏ hàn
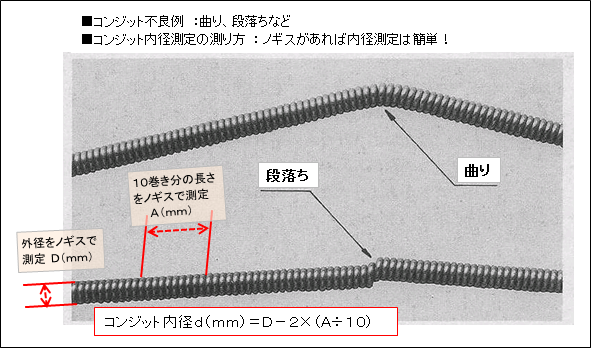
▲ Hình 030-02 Ví dụ về hư hỏng ống dẫn và phương pháp đo đường kính trong của ống dẫn d (mm)
④ Nước bắn tung tóe, khói hàn
Tia nước và khói luôn được tạo ra trong quá trình hàn MAG và bám vào khu vực xung quanh mỏ hàn, dẫn đến nhiều khiếm khuyết về chất lượng. Vì lý do này, trong hàn robot, các chất chống bắn tóe và thiết bị loại bỏ vết bắn được sử dụng cùng nhau, nhưng với các máy chuyên dụng, việc làm sạch các đầu và vòi phun thường được giao cho người vận hành mỗi lần, điều này làm tăng gánh nặng cho công nhân và giảm hiệu quả công việc. . Do đó, những nỗ lực liên tục đang được thực hiện để cải thiện khả năng chống bắn tóe của các bộ phận đầu mỏ hàn như đầu mỏ hàn, vòi phun và thân đầu mỏ hàn về hình dạng và vật liệu. Cụ thể là tôi muốn viết lại bản thảo.