Hàn hồ quang – Tập 60: Dòng điện hàn và điều khiển dạng sóng (chuyển tiếp ngắn mạch) (2) Phụ trách: Takagi Ryuuhei
Ngày 22 tháng 8 năm 2016
Trong bài này, chúng tôi sẽ giải thích về quá trình hàn ngắn mạch – một phương pháp thường được lặp lại khoảng 30–100 lần mỗi giây – bằng cách liên kết mô hình trạng thái ngắn mạch với mô hình dạng sóng dòng điện tương ứng.
Ngoài lề một chút, tên gọi “ngắn mạch” (短絡) xuất phát từ việc đầu dây hàn (wire) tiếp xúc và gây ngắn mạch với vật liệu nền. Phương pháp này còn được gọi là “short arc” (vòng cung ngắn) trong thực tế sản xuất, và trong tiếng Anh được gọi là Dip Transfer. Từ “Dip” có nghĩa là “nhúng nhẹ”, mô tả đúng bản chất chuyển tiếp lặp đi lặp lại giữa ngắn mạch và hồ quang.
Hình 060-01 thể hiện mô hình dạng sóng chuyển tiếp ngắn mạch và mô hình chuyển giọt trong hàn CO₂ có điều khiển dạng sóng.
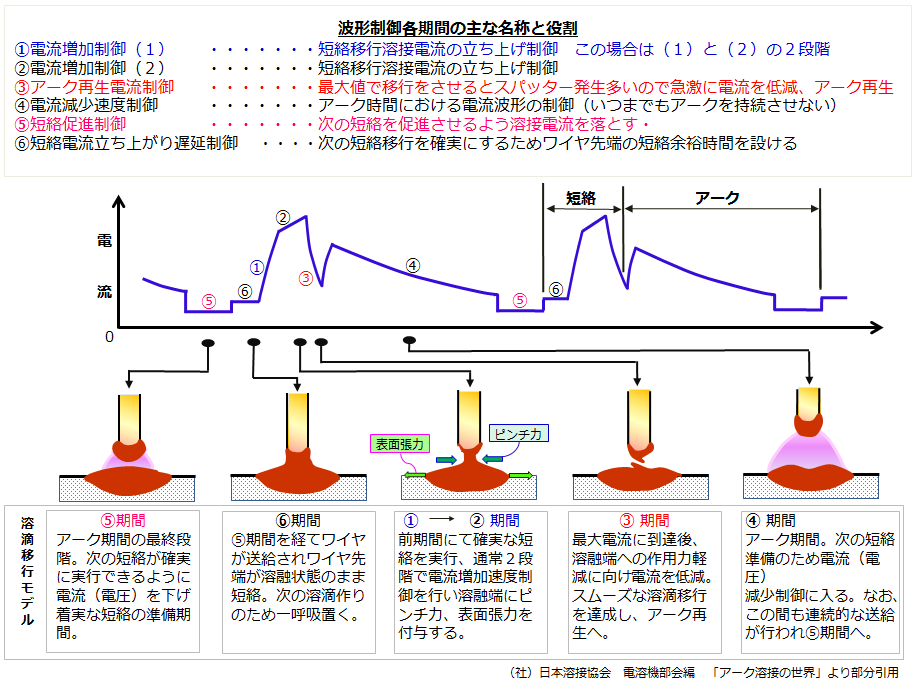
Hình 060-01: Mô hình dạng sóng chuyển tiếp ngắn mạch và mô hình chuyển giọt trong hàn CO₂ điều khiển dạng sóng
Tại đây, quá trình chuyển tiếp được chia thành các giai đoạn từ ① đến ⑥. Toàn bộ giai đoạn giả định dây hàn được cấp với tốc độ không đổi.
Trước tiên, ta xem xét giai đoạn ⑤ – thời điểm ngay trước khi bắt đầu ngắn mạch sau khi kết thúc giai đoạn hồ quang. Ở giai đoạn này, dòng điện (hoặc điện áp) được hạ xuống để chuẩn bị cho trạng thái ngắn mạch ổn định tiếp theo.
Trong giai đoạn ⑥, đầu dây hàn được cấp tiếp xúc vào kim loại nóng chảy và xảy ra ngắn mạch. Đây là thời gian “nghỉ nhẹ” để chuẩn bị cho việc tạo giọt tiếp theo.
Sau khi ngắn mạch được thực hiện chắc chắn, quá trình bước vào giai đoạn ①, dòng điện bắt đầu tăng lên. Ở đây, dòng điện hàn được tăng theo hai bước là giai đoạn ① và ②. Mức tăng dòng điện này được chia làm các mức “cứng”, “chuẩn”, “mềm” như đã giới thiệu trong Bài 59.
Trong trạng thái ngắn mạch, đầu dây hàn có dòng điện một chiều chạy từ dây về phía vật liệu nền. Dưới tác động của từ trường do dòng điện này sinh ra (gọi là lực kẹp – pinch force) và lực căng bề mặt do kim loại nóng chảy bên phía vật liệu nền (hồ quang hàn), giọt kim loại được chuyển sang vật liệu nền.
Lúc này nếu quan sát dạng sóng, dòng điện ngắn mạch đạt đỉnh. Nếu chuyển sang hồ quang ngay tại điểm này, áp suất giãn nở nhanh từ khí CO₂ tại điểm nóng chảy, cùng với áp lực điện từ do dòng điện đỉnh sẽ tạo ra spatter (tia bắn kim loại nóng chảy).
Hiện tượng này gọi là spatter khi tái sinh hồ quang và đã được các nhà sản xuất nguồn điện đưa ra biện pháp xử lý. Biện pháp là thiết lập giai đoạn ③, trong đó dòng điện được giảm đột ngột trong thời gian ngắn, sau đó tái sinh hồ quang.
Tuy nhiên, phương pháp điều khiển spatter tái sinh hồ quang này không phải là vạn năng cho mọi loại thép hay mọi dải dòng điện, nhưng đối với hàn CO₂ thông thường, nó mang lại hiệu quả lớn. (Xem thêm hình 051-01)
Hồ quang tái sinh trong giai đoạn ④ tiếp tục được hình thành ổn định khi dây hàn tiếp tục được cấp về phía vật liệu nền, độ dài hồ quang ngắn dần. Đồng thời, nó tiếp tục nung chảy đầu dây hàn và kim loại nền chuẩn bị cho chu kỳ chuyển tiếp tiếp theo. Theo thời gian, chu kỳ lặp lại và bước vào lại giai đoạn ⑤.
Trên đây là mô tả mô hình của một chu kỳ chuyển tiếp. Tuy nhiên, trong thực tế không phải lúc nào cũng có chu kỳ đều đặn như vậy. Có nhiều yếu tố gây mất ổn định như: tiếp xúc điện kém với chụp điện (tip), dao động trong tốc độ cấp dây, dao động đột ngột của bể nóng chảy, lực điện từ, hoặc áp suất giãn nở từ khí, nước, dầu mỡ… Đối với những yếu tố bất ổn này, các nhà sản xuất máy hàn có hệ thống điều khiển dạng sóng đặc trưng riêng để đối phó.
Nếu bạn thiết lập đúng các yếu tố điều khiển dạng sóng của máy hàn phù hợp với sản phẩm hàn thực tế, bạn sẽ đạt được hiệu quả cao hơn nữa.
Trong bài tiếp theo, chúng tôi sẽ giải thích về thiết lập điều khiển dạng sóng và ảnh hưởng, hiệu quả của nó.
Hết.