Hàn điện trở – Phần 5: Sự mài mòn điện cực đặc trưng khi hàn điểm trên thép mạ kẽm Phụ trách: Toshiharu Nakajima
Ngày 25 tháng 7 năm 2016
Khi hàn điểm trên thép trần (không mạ), có thể thực hiện hàng nghìn điểm hàn liên tục, nhưng với thép mạ kẽm thì sau vài trăm điểm lại phải thay điện cực hoặc tiến hành làm mới chóp điện cực (dressing). Nhiều người cho rằng nguyên nhân là do với thép mạ kẽm, đường kính đầu điện cực phình to nhanh hơn so với khi hàn thép trần, khiến mật độ dòng điện giảm nhanh hơn. Tuy nhiên, dạng mài mòn mà đầu điện cực mềm ra do nhiệt tăng và bị biến dạng dẻo bởi lực ép – gọi là mài mòn dạng chảy (flow-type wear) – lại không có sự khác biệt lớn giữa thép trần và thép mạ kẽm.
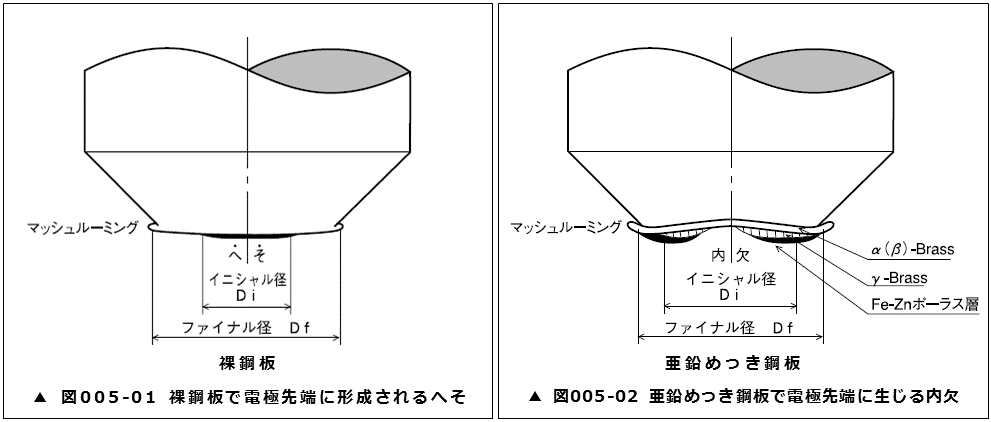
Hình 005-01 minh họa đầu điện cực khi thực hiện hàn liên tục trên thép trần. Ở phần trung tâm điện cực hình thành một điểm nhô cứng và ổn định có đường kính khoảng Φ5–5.5 mm và chiều cao 0.1–0.2 mm, được gọi là “rốn (nút nhô)”, nơi duy trì mật độ dòng điện cao qua hàng nghìn điểm hàn, nên ngay cả khi đường kính đầu điện cực (đường kính thực tế) mở rộng thì tính hàn vẫn được duy trì.
Ngược lại, Hình 005-02 mô tả đầu điện cực khi hàn liên tục trên thép mạ kẽm. Ở trung tâm điện cực xuất hiện một vết lõm gọi là “khuyết lõm bên trong (internal pit)”, làm cho dòng điện hàn bắt đầu chảy từ vùng ngoại vi có diện tích tiếp xúc lớn hơn, khiến hiệu suất phát nhiệt giảm và khả năng tạo hạt hàn (nugget) giảm theo.
Ban đầu, phần chảy dạng vòng được hình thành, nếu vẫn duy trì được mật độ dòng điện cao thì hạt hàn sẽ hoàn thiện ở trung tâm, tạo thành mối hàn tốt. Tuy nhiên, khi đường kính đầu điện cực mở rộng quá mức và mật độ dòng điện không đủ, hiện tượng đứt gãy bên trong hạt hàn hoặc gãy ở bề mặt tiếp xúc (gãy kiểu xé) sẽ xảy ra, gây lỗi hàn.
Vết khuyết lõm bên trong này hình thành khi lớp γ-Brass – một lớp đồng–kẽm cứng giòn, giàu kẽm (có độ cứng Hv = 360–430), bị bong ra trong quá trình hàn. Lớp γ-Brass tại trung tâm điện cực là nơi chịu ảnh hưởng nhiệt nhiều nhất, xảy ra quá trình hợp kim hóa mạnh. Dưới tác động va đập của lực ép và ứng suất nhiệt–lạnh do chu kỳ dẫn điện/ngắt điện, các vết nứt sớm xuất hiện trong quá trình hàn, lớp γ-Brass này bong ra và dính vào tấm kim loại. Đây chính là hiện tượng mài mòn điện cực dạng rỗ (pitting) đặc trưng, là nguyên nhân lớn nhất khiến thép mạ kẽm có khả năng hàn liên tục thấp.
Hiện tượng khuyết lõm bên trong khi hàn điểm trên thép mạ kẽm không chỉ làm giảm khả năng tạo hạt hàn và số điểm hàn liên tục, mà còn gây ra khuyết tật nghiêm trọng trong mối hàn. Trên bề mặt vết hàn xuất hiện lỗ nhỏ dạng miệng núi lửa (crater-shaped pinhole), đôi khi thậm chí xuyên thủng cả hạt hàn. Nguyên nhân là do phần trung tâm điện cực bị lõm vào vì khuyết lõm, không tiếp xúc với tấm kim loại nên hiệu quả làm mát của điện cực không còn. Khi đó, kim loại nóng chảy trở nên quá nhiệt, có thể phun lên đến bề mặt tấm kim loại. Vì kim loại nóng chảy này lại tiếp xúc với điện cực vào thời điểm kết thúc hàn, nên sự co rút nhiệt đột ngột sẽ xảy ra, dẫn đến khả năng cao hình thành lỗ nhỏ dạng miệng núi lửa.
Đặc biệt, nếu sử dụng các biện pháp kéo dài tuổi thọ điện cực như step-up hoặc linear-up – tăng dòng điện từ từ theo số điểm hàn – thì có thể nói là đang hàn trong điều kiện đã biết rõ có hiện tượng khuyết lõm, và như vậy xác suất xuất hiện lỗ dạng miệng núi lửa sẽ tăng đáng kể.
Trên đây là phần tổng quan về hàn điểm trên thép mạ kẽm. Tiếp theo, chúng ta sẽ bàn đến các phương pháp giải quyết những vấn đề này – tuy nhiên, “dục tốc bất đạt”. Thật ra, các nội dung được giải thích ở trên chủ yếu tập trung vào thép GA (thép mạ kẽm nóng có quá trình hợp kim hóa) – loại chiếm phần lớn trong thân xe ô tô. Tuy nhiên, trong nhóm thép mạ kẽm còn có loại không hợp kim như thép mạ kẽm điện phân, hay các loại đã qua xử lý hóa học bề mặt. Do đó, việc hiểu rõ kiến thức cơ bản về các loại thép này là cần thiết.
Trong kỳ tới, tôi sẽ giới thiệu một cách ngắn gọn về đặc tính vật liệu và tính hàn của các loại thép mạ, bao gồm cả cơ chế chống gỉ đặc trưng chỉ có ở thép mạ kẽm.