Hàn hồ quang – Tập 62 Dòng điện hàn và điều khiển dạng sóng (Hàn xung) (1) Phụ trách: Takagi Ryuhei
Ngày 12/09/2016
Sự phát triển và đặc điểm của hàn xung, so với hàn MAG chuyển dịch ngắn mạch, đã được đề cập ở Tập 17 với những ưu điểm nổi bật như:
① Ít bắn tóe (spatterless)
② Tốc độ hàn cao
③ Khả năng chống lỗ rỗ khí trên tấm thép mạ kẽm
Ngoài ra, cùng với sự phát triển của các máy điều khiển hoàn toàn bằng kỹ thuật số, chức năng điều khiển xung ngày càng hoàn thiện và việc cài đặt trở nên dễ dàng hơn. Tuy nhiên, chúng ta cần một lần nữa hiểu sâu hơn về cách thiết lập các điều kiện hàn xung MAG, bắt đầu từ dòng điện hàn, và thành thạo trong việc sử dụng chúng. Do đó, trong 5 tập tới, tôi sẽ nêu ra những nguyên tắc cơ bản và các ví dụ thực tế, hy vọng sẽ giúp giải quyết các vấn đề trong quy trình hàn của các bạn.
Một trong những đặc điểm của hàn xung là tốc độ hàn cao. Vậy so với hàn CO₂ hoặc MAG chuyển dịch ngắn mạch, điều gì giúp hàn xung đạt tốc độ cao hơn? Nguyên nhân chính là:
① Hồ quang không bị tắt.
② Lượng kim loại đắp trên đơn vị thời gian (g/phút) lớn hơn ở cùng giá trị dòng điện.
Trong hàn chuyển dịch ngắn mạch, hồ quang bị tắt khoảng 15% thời gian hàn do chu kỳ ngắn mạch – hồ quang. Ngay cả khi muốn tăng tốc độ hàn trong tình trạng hồ quang bị gián đoạn như vậy, độ ổn định hồ quang sẽ giảm và chất lượng ngấu không ổn định.
Do đó, tốc độ hàn của phương pháp này chỉ khoảng 70–80 cm/phút. Trong khi đó, ở hàn xung, ngay cả trong giai đoạn dòng điện thấp (giai đoạn nền – base), hồ quang vẫn duy trì liên tục. Nếu dựa trên nguyên tắc “1 xung – 1 giọt kim loại” và các yếu tố như khả năng chịu nhiệt của mỏ hàn được đảm bảo, thì có thể đạt tốc độ hàn 150–180 cm/phút.
Về nguyên nhân hàn xung cho lượng kim loại đắp cao hơn, khác với hàn ngắn mạch, hồ quang luôn tồn tại và lượng khí argon trong hỗn hợp khí bảo vệ cao, nên tác dụng làm mát của khí ít. Nhờ vậy, nhiệt bức xạ từ hồ quang truyền đến phần dây hàn nhô ra khỏi chụp khí (stick-out) có hiệu quả gia nhiệt lớn hơn.
Do tác dụng gia nhiệt trước này, điện trở suất ρ (Ω·cm) tăng, điện trở R (Ω) của dây hàn tăng, dẫn đến cùng dòng điện nhưng năng lượng I²R tăng, giúp tăng lượng dây hàn nóng chảy. Hình 062-01 minh họa sơ đồ nguyên lý gia nhiệt trước nhờ nhiệt bức xạ hồ quang trong hàn xung MAG.
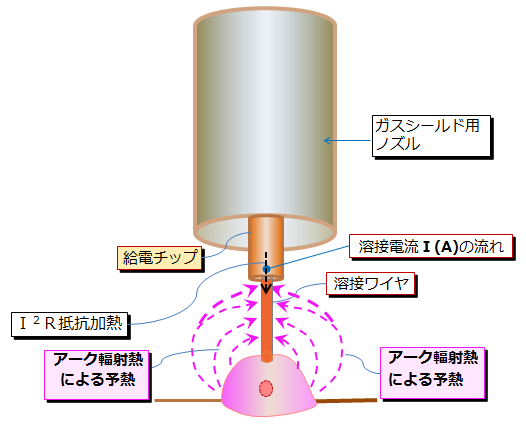
Hình 062-01 – Sơ đồ nguyên lý gia nhiệt trước cho phần dây hàn nhô ra nhờ nhiệt bức xạ hồ quang trong hàn xung MAG.
Như hình cho thấy, trong hàn xung – nơi nhiệt bức xạ hồ quang lớn – dây hàn nhận nhiệt bức xạ (bao gồm cả nhiệt I²R) trước khi hình thành giọt kim loại, nên có thể nóng chảy và đắp kim loại với năng lượng hàn (dòng điện × điện áp hồ quang) ít hơn.
Trong thực tế, hàn xung MAG khiến nhiệt độ của mỏ hàn, đặc biệt là đầu tiếp xúc (contact tip), tăng cao hơn so với hàn thông thường. Ngoài ra, tác động của nhiệt bức xạ sẽ lớn hơn khi hàn góc (fillet weld) ở vị trí 90° so với hàn trên tấm phẳng.
Vậy, hàn xung MAG với hiệu ứng nhiệt bức xạ lên dây hàn sẽ tăng lượng kim loại đắp (g/phút) bao nhiêu so với hàn CO₂ ngắn mạch? Từ dữ liệu trong Hình 055-01 và Hình 055-02 ở Tập 55, tôi đã lập Hình 062-02 để so sánh.
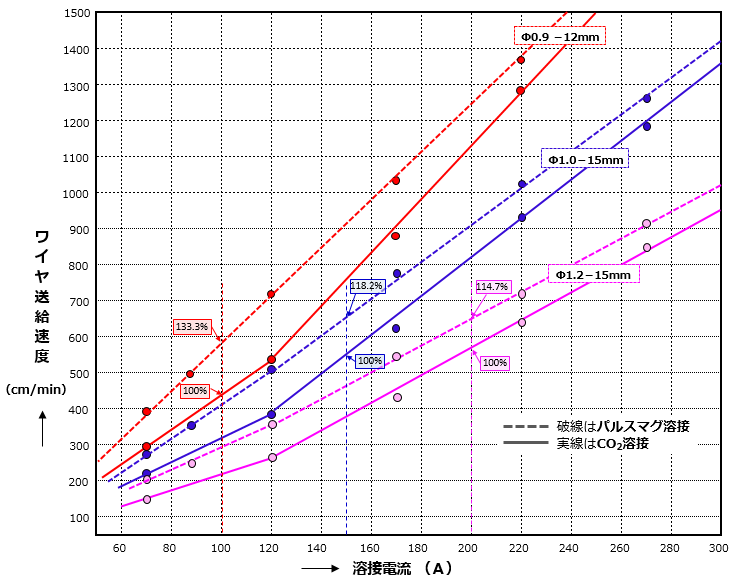
Hình 062-02 – So sánh mối quan hệ giữa dòng điện hàn và tốc độ cấp dây trong hàn CO₂ và hàn xung.
Với dây hàn Φ1.2 ở 200A, hàn xung MAG cho lượng kim loại đắp tăng khoảng 15%.
Với dây Φ1.0 ở 150A, tăng khoảng 18%.
Với dây Φ0.9 ở 100A, tăng tới 33%.
Hiệu quả tăng lượng đắp này là một trong những ưu điểm cốt lõi của hàn xung MAG.
Trong tập tiếp theo, tôi sẽ giải thích nguyên lý và điều khiển quá trình chuyển giọt kim loại trong hàn xung MAG dựa trên mô hình.
Hết.